Des traitements physiques et chimiques peuvent être appliqués sur les matières premières afin de limiter la population microbienne initialement présentes. Ces traitements peuvent aussi être appliqués sur les produits finis dans le but d’augmenter leur durée de conservation.
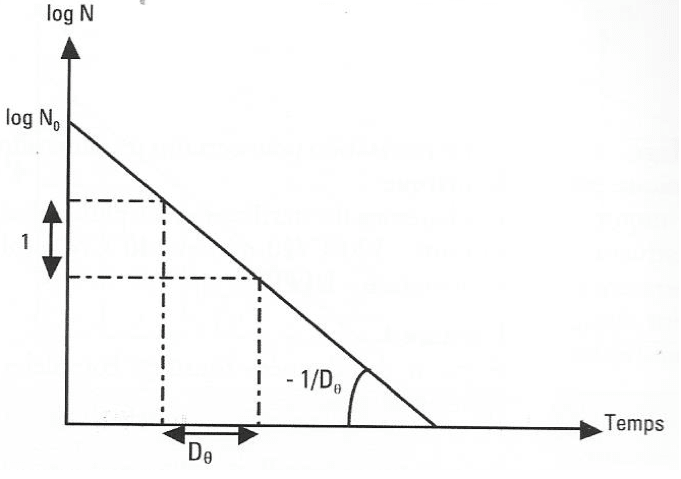
La cinétique de destruction des microorganismes suit une fonction logarithmique. Cette vitesse de destruction est fonction du microorganisme. On considère toujours les microorganismes les plus résistants vis-à-vis du traitement employé.
A partir de la courbe log(N)=f(t), on définit le temps de réduction décimal D qui est le temps nécessaire pour diminuer d’un facteur 10 la population microbienne totale ; ce qui correspond à 90% de mortalité.
La température
Le traitement thermique est la méthode la plus répandue car il détruit les microorganismes et les exotoxines. Il peut s’appliquer sur les matières premières et les produits finis et il présente une innocuité pour le consommateur.
L’élévation de température, par chaleur humide, dénature les membranes biologiques et la plupart des macromolécules. La chaleur humide détruit facilement les bactéries, les mycètes et les virus. On utilise alors un autoclave.
La chaleur sèche provoque la mort des cellules microbienne part dénaturation des protéines et des structures cellulaires. Elle est moins efficace que la chaleur humide pour détruire les microorganismes. On utilisera donc des températures beaucoup plus élevées () et un four Pasteur.
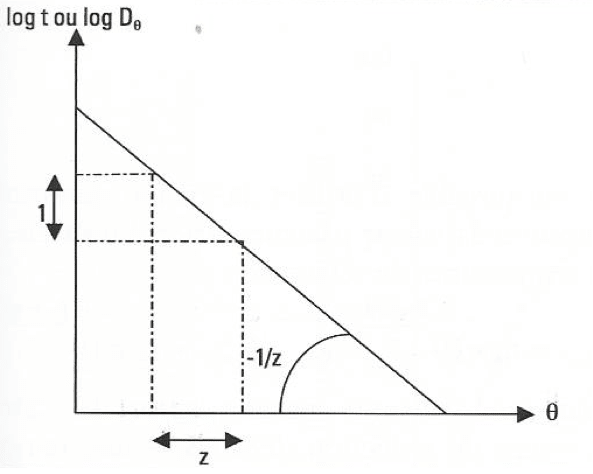
A partir du temps de réduction décimal, on peut déterminer la valeur du facteur de réduction décimal qui correspond à l’augmentation de température nécessaire pour réduire d’un facteur ; c’est-à- dire détruire fois plus vite les microorganismes présents.
En industrie, on utilise la valeur pasteurisatrice ou stérilisatrice qui représente le temps nécessaire pour éliminer suffisamment de microorganismes à une température donnée. avec : nombres de réduction décimale que l’on souhaite détruire. La valeur de est fixée par la norme. On utilise alors un barème temps-température établi par des organismes agréés.
On définit trois types de procédés :
- La pasteurisation : Traitement thermique (entre et ) ayant pour but de détruire la totalité des microorganismes pathogènes non sporulés et de réduire significativement la flore végétative présente dans un produit.
- La stérilisation : Traitement thermique () ayant pour but de détruire la totalité des microorganismes sous forme végétative ou sporulée présents dans un produit ainsi que les toxines et les enzymes produites par ces microorganismes.
- L’appertisation : Procédé associant un traitement thermique () et un emballage étanche permettant une conservation des aliments et de leurs qualités nutritionnelles sur de longue durée, à température ambiante. L’appertisation permet des durées de conservation très importante : 5 ans maximum pour les conserves.
Le froid est un procédé bactériostatique.
- Le froid positif (réfrigération) empêche la multiplication des germes mésophiles mais n’inhibe pas les germes psychrophiles et psychotropes.
- Le froid négatif (congélation, surgélation) stoppe la multiplication de tous les microorganismes.
Lors d’une remontée des températures ou lors du retour à température ambiante, la multiplication des germes reprend.
L’activité de l’eau
L’accessibilité à l’eau est représentée par l’activité de l’eau.
L’activité de l’eau est le d’eau libre dans un aliment qui est disponible pour la croissance. Les optimales de croissance sont de :
- à pour les bactéries,
- à pour les levures,
- à pour les moisissures.
Le sel (salaison) et le sucre (confiture) diminuent les activités enzymatiques et la multiplication bactérienne par diminution de l’.
Différents procédés permettent d’éliminer l’eau des aliments pour augmenter leur conservation : concentration (filtration ou centrifugation), déshydratation, lyophilisation, séchage, atomisation.
La teneur en
Les activités enzymatiques et la multiplication bactérienne sont ralenties par diminution de la teneur en .
On peut modifier l’atmosphère de conservation en conditionnant les denrées alimentaires : sous film, sous atmosphère protectrice ou sous vide.
Les conservateurs chimiques
Des composés chimiques non toxiques peuvent être utilisés pour leurs propriétés bactériostatiques.
- Les additifs alimentaires comme les nitrites,
- Les acidifiants diminuent l’activité enzymatique et la multiplication bactérienne par dénaturation des protéines.
- Les bactériocines comme la nisine,
- Les solutions chlorées diluées pour limiter le développement des flores de surface.
Les radiations
Les radiations peuvent être utilisées pour détruire les microorganismes.
- Les radiations et les radiations ionisantes (rayons , rayons ) à faibles doses produisent des mutations sur l’ADN.
- Les radiations ionisantes (rayons , rayons ) à plus fortes doses dénaturent les macromolécules et favorisent l’apparition de dérivés actifs de l’oxygènes bactéricides.